再生滌綸(再生聚酯纖維)具有質量輕、不易破碎、耐腐蝕等優點,但強度低、疵點多,存在超倍長纖維,在紡紗過程中容易出現大量粉末,纖維含油劑比普通滌綸高,在梳棉容易充塞針布。
為充分了解再生滌綸的可紡性,便于根據纖維特性優化工藝參數、優選紡紗器材,對1.4D×38mm再生滌綸的摩擦性能和成分進行試驗分析。
試驗方案:
(1)對再生滌綸纖維靜電性能測試,了解纖維處理后導電性能及摩擦系數變化。
(2)對再生滌綸纖維的能譜進行測試,分析成分內容,便于指導后期整理等工作。實驗儀器:XCF-1A型纖維摩擦系數測試儀、EDS X-ACT型元素分析測試儀。
試驗環境:溫度20+2℃,相對濕度:65%
纖維處理辦法:原料每包加水為3%,在分級室靜置12小時后進行試驗
— 1 —
再生滌綸的摩擦試驗
將用XCF-1A纖維摩擦系數測試儀的張力夾負荷設定為200×10-3cN,摩擦輥轉速30rpm(測定動摩擦系數),摩擦輥下降速度10mm/min(測定靜摩擦系數),下降時間6s,總時間范圍15s,金屬輥直徑為8mm,測試溫度為25℃,濕度為65%。最后用綜合摩擦系數表征纖維的摩擦性能,綜合摩擦系數=動摩擦系數×40%+靜摩擦系數×60%。試驗結果見圖1、表1。
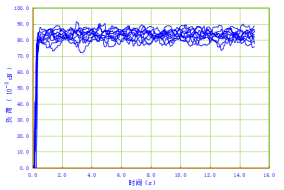
圖1纖維摩擦試驗
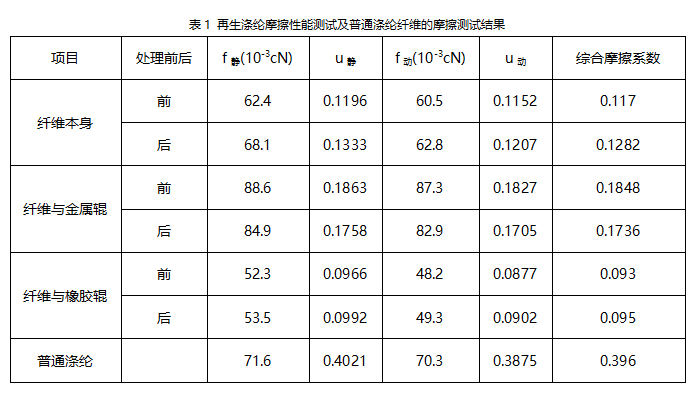
從試驗數據可以看出,對比普通滌綸,再生滌綸纖維在處理前靜摩擦系數、動摩擦系數和綜合摩擦系數均較小、抱合力稍差,不利于紡紗;處理后纖維與纖維之間、纖維與橡膠輥之間的摩擦系數有所提高,綜合摩擦系數相應變大,而纖維與金屬輥之間的摩擦系數降低,加水預處理后纖維的回潮提高了75%,說明纖維表面含水增加使纖維表面的油劑得到稀釋,適紡性得到提升。
— 2 —
元素分析
將制作的纖維樣本平鋪在樣品臺上,采用能譜儀(EDS)對纖維固體物進行ADD探測器測試,測試加速電壓為20kV。再生滌綸纖維、普通滌綸的測試結果分別見圖2、表2,圖3、表3。

圖2 再生滌綸元素分析
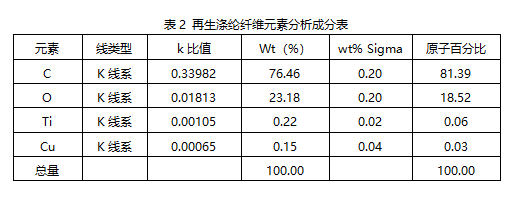
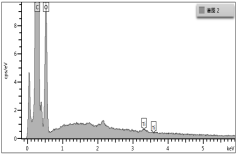
圖3普通滌綸元素分析
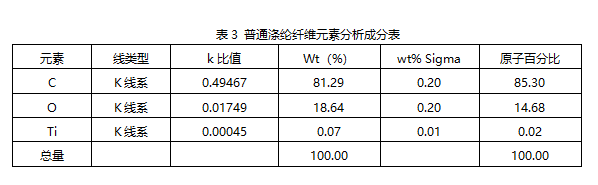
從測試數據可以看出,再生滌綸的基本成分為C、O、Ti、CU等元素,普通滌綸的基本成分為C、O、Ti等元素。Ti成分為消光劑,為了調整滌綸的光澤,在生產滌綸時在切片中添加的一種消光劑TiO2,再生滌綸中出現CU元素,可能是因為在制作切片時混入了微量的銅,也可能是生產廠家為了識別原料成分或增加纖維的導電性而故意添加的一種金屬元素,這些元素的存在對于染色沒有任何的影響,后期使用也確認了此推斷。
— 3 —
紡紗工藝的優化
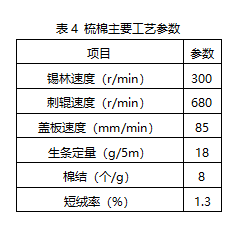
由于再生滌綸的原料來源不同,含油率的波動范圍較大,質量穩定性較差,含硬并絲較多,纖維卷曲少、抱合力差,在紡紗過程中會出現很多問題,如掉粉末、疵點高等,季節或天氣的變化對紡紗生產過程中的生活狀態會有很大的影響。因此要針對生產中存在的問題優化工藝參數、優選紡紗器材,現以ZT/Modal 70/30 32英支針織賽絡緊密紡品種為例進行探討。3.1 梳棉與普通滌綸相比,再生滌綸的剛性較大、卷曲較少、抱合力差、油劑含量高,為避免梳理過程中出現過多的粉末,采用低車速、中隔距的工藝原則,再生滌綸的梳棉主要工藝參數見表4。
3.2 細紗再生滌綸賽絡緊密紡紗的毛羽少,對鋼絲圈的磨損速度快,因此要選擇合適的圈型,降低鋼絲圈與鋼領的摩擦系數。為此我們對不同圈型鋼絲圈的使用效果進行了對比試驗,見表5。
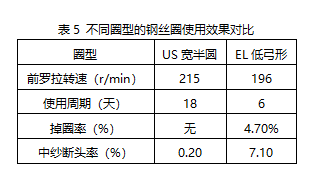
由對比數據可以看出,US圈型的鋼絲圈在紡紗過程中優勢較為明顯,車速較高、斷頭少、使用周期長。從圈型來看,鋼絲圈和鋼領的內跑道接觸面積大,運行平穩。
— 4 —
結 語
再生滌綸的摩擦系數較小、抱合力稍差,在紡紗過程中應注意原料的波動情況,為提高纖維的可紡性,可以適當進行加濕預處理,預處理過程中加濕要均勻。
